
口罩檢測不達標?關於口罩的全麵講解!點擊了解
口罩檢測不達標?關於口罩的全麵講解!點擊了解
現在全球疫情還沒得到有效緩解,口罩依舊是急需之物。為了緩解口罩的短缺,很多企業眾誌成城,共克時艱,紛紛加入口罩生產的大軍。口罩生產有哪些原材料和技術要求?如何保證口罩的生產質量?小編整理了口罩生產全流程,供大家參考。
醫用口罩的原材料選擇
醫用口罩一般由以下材料構成:
主體材料:常見的醫用口罩,主要由三層無紡布組成。內層是普通無紡布;外層是做了防水處理的無紡布,主要用於隔絕患者噴出的液體;中間的過濾層用是聚丙烯熔噴無紡布(有的經過駐極處理,靜電駐極能提高過濾效率、降低過濾阻力也有所下降, 甚至對纖網的均勻性也有所改善。)
其他材料包括金屬(用於鼻夾)、染色劑、彈性材料(用於口罩帶)等
其中起到主要作用的是主體過濾材料PP熔噴布。平麵型口罩濾材的主要性能指標為細菌過濾效率BFE,過濾級別有:普通級、BFE95(濾效95%)、BFE99(濾效99%)、VFE95(濾效99%)、PFE95(濾效99%)、KN90(濾效90%)。
企業應根據所要生產的口罩種類選擇濾材的過濾效率以及克重。例如一次性醫用口罩一般選擇20g/m²的BFE95熔噴布,但是N95口罩一般用40g/m²,防護效果更好。
選擇濾材供應商時應注意索要濾材的BFE過濾效率報告,目前國際上比較公認的權威機構有美國NELSON(尼爾森試驗室)和NiosesH(美國職業安全與健康國立研究所)。
此外,如果生產醫用口罩,應關注原材料的生物學相容性。如果供應商能夠提供原材料的生物學試驗報告(細胞毒、皮膚刺激、遲發型超敏試驗),將能節省口罩成品的生物學評價的時間其費用。
歐洲 EN ISO 14683:2014以及ASFM F2100的口罩濾材的標準分別如下表所示,供參考。
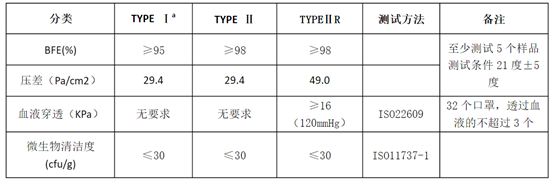
EN ISO 14683:2014醫用口罩濾材的分類

ASTM F2100口罩濾材的要求
口罩的生產過程
常見的醫用口罩,主要由三層無紡布組成。內層是普通無紡布,主要用於吸收佩戴者釋放出的濕氣和水分;外層是做了防水處理的無紡布,主要用於隔絕患者噴出的液體;核心中間的過濾層用的是經過駐極處理的聚丙烯熔噴無紡布,作為屏障阻擋病菌。

口罩生產“七步走”
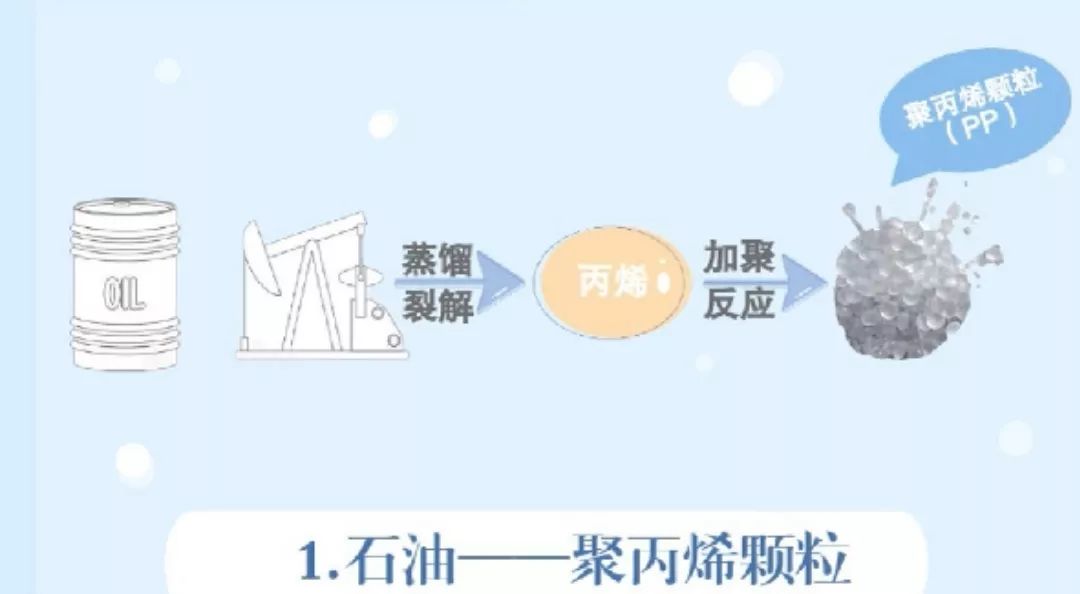
石油經過蒸餾裂解得到丙烯,丙烯加聚反應形成的聚合物就是聚丙烯(PP)顆粒。
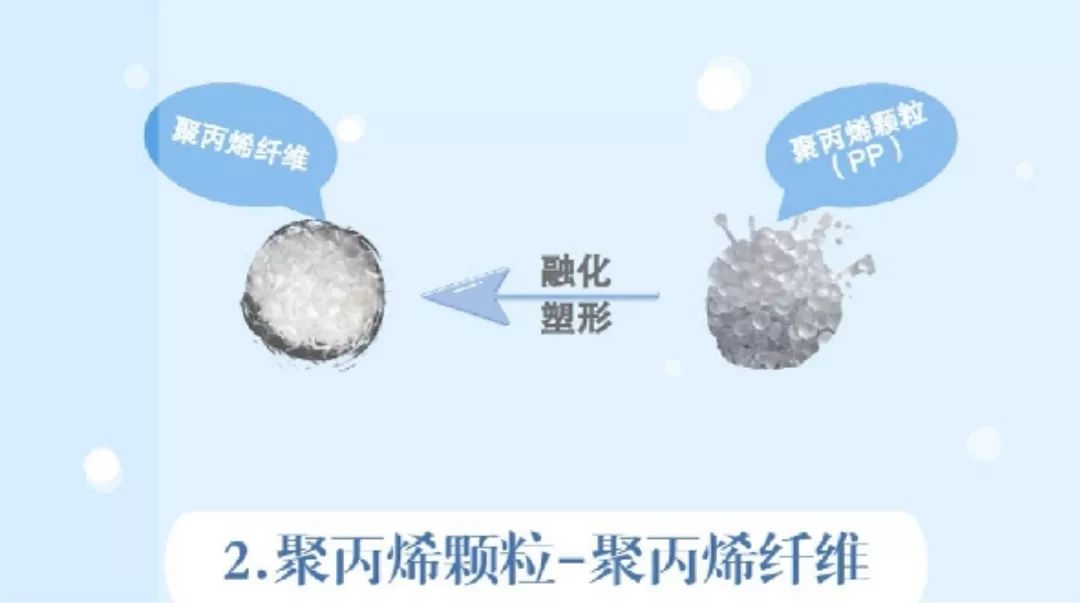
聚丙烯顆粒經過融化塑形得到聚丙烯纖維。
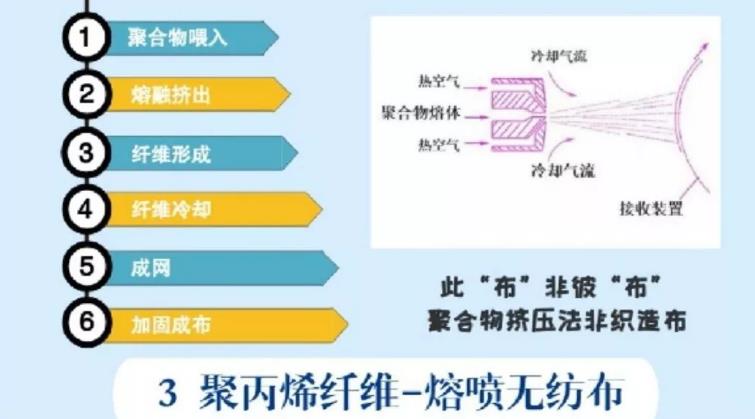
熔噴無紡布的工作原理是用高速熱空氣對模頭噴絲孔擠出的聚合物熔體細流進行牽伸,由此形成超細纖維並凝聚在接收裝置上,依靠自身粘合成為非織造布。
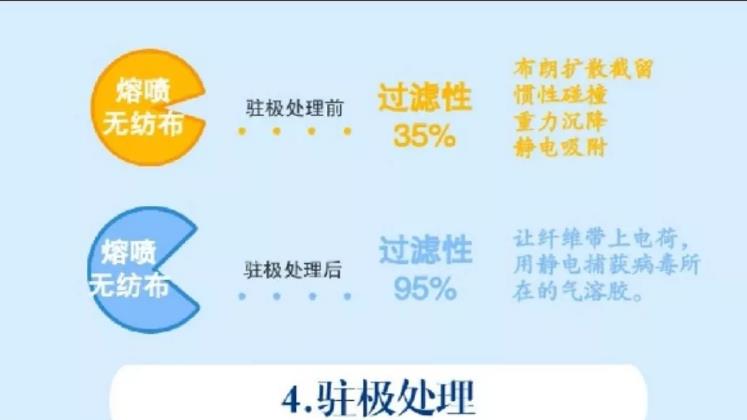
以此來增加靜電吸附性,在不改變呼吸阻力的前提下,實現95%的過濾性,有效防護病毒。
口罩生產是自動化生產線,目前我國口罩生產可謂秒速,僅需0.5秒就能生產一隻口罩。(具體生產工序見後麵動圖介紹)
環氧乙烷是一種廣譜滅菌劑,可在常溫下殺滅各種微生物。

環氧乙烷易燃易爆,對人體有毒,因此殺毒後需要靜置7天用於解析,殘留量低於要求值,才能包裝出廠,供給醫護人員使用。
一次性醫用口罩的製作流程
起碼三層
如果你把口罩裁剪開來,能看到起碼有 3 層,外側兩層無紡布,中間則為濾紙。這個層數要求是有生產規定的,至少三層。

我們看市麵上被曝光的那種一戳就破的劣質口罩,隻用 1 層無紡布,就是無良廠家嚴重的偷工減料...

合並三層
這樣的三層無紡布原料,就是經過下圖這樣的生產機疊合在一起。
有沒有注意到這台機器的左上角這個小喇叭?有條串線穿過喇叭口不停地往裏送。
縫進鼻夾
這就要看口罩的第二個結構:口罩上部那根可彎折的金屬絲。佩戴的時候要捏合鼻夾固定到鼻梁上,這樣戴口罩才會嚴實。不然沒這結構的話,我這種塌鼻子漏風是比較嚴重的,密封不嚴密,影響防護效果...
來看一個特寫,就是沿著無紡布的一側匹配輸送金屬絲,然後下圖結構一卷邊,後麵再一縫合,就搞定了。

層疊部分
口罩主體部分就是下圖這個層疊結構,拉開來完全罩住口鼻,臉大也不怕。
這個層疊結構截麵長這樣,這就需要有一個機器折疊的環節。
就是下圖這樣的機械設計,有這麽三片可調節的斜麵。
設定好小斜角,讓大片無紡布沿著這幾個斜麵,由左到右逐漸變窄的歸攏出「折疊結構」來。
接著還有一個壓片的環節,把口罩表麵壓平整。
裁斷環節
口罩的單個裁斷和縫邊,大多是全自動無人工的處理。
而不同的口罩是有細微的製造差異的,有的是縫邊,有的直接是熱壓膠合,小細節了。
出來的就是單獨的一個口罩主體了。還沒完,後麵還有好幾個步驟呢。
補邊壓合
口罩的邊沿,各有一條無紡布去增強和壓合掛耳繩的,以免一拉就扯斷。
左右兩大卷無紡布,等著要補強口罩邊沿了。
一側被包裹之後,立刻壓平粘合。
這時候出來的原先已經裁斷好的口罩們,再次被連到了一起。
所以還需要一個裁斷補強邊的環節,一刀兩斷...
熱壓固定掛耳繩
在口罩邊沿還需要用上粘著劑,就下圖這樣這邊機械爪送掛耳繩,那邊底下就熱壓粘著劑的把掛耳繩固定在口罩上了。
如此一來,一個平整型的口罩就算製作完成了。
當然,之後還要請出我們的「人工質檢」。最近的口罩工廠新聞裏我們常看到員工去扯耳繩測試或者整理口罩,有人擔心無菌問題,放心啦,都還要再送去消毒滅菌~
打開式口罩
消毒之前,我們再來看一個打開式口罩的製作,這種是常見於防霧霾口罩或是防護規格更高的,比如帶呼吸閥的那種。
下圖的進料看的非常清楚,右邊 5 卷無紡布,說明是有 5 層的結構,橘色的轉盤進的則是鼻夾處的金屬絲。
打開式口罩最主要的結構特別就在下圖了。
一整塊平整麵料經過這個 V 型結構給折疊到一起,之後再是裁剪成單獨一個的,接著的裁邊縫合、加固封耳線的製作都差不多就不贅述啦~
消毒滅菌
說起無紡布,是不是也聽老人家抱怨過,說這種環保袋不結實,多用幾次就容易破碎?
脆弱的無紡布一般不用高溫消毒法,是用「環氧乙烷」這種無色氣體殺滅細菌、黴菌及真菌的。
找了一個動畫演示圖,成批的口罩送入消毒室,然後通環氧乙烷氣體(下圖的黃色是為了高亮,其實無色的),達到一定濃度後完成了消毒過程。
之後要在消毒室裏通空氣和氮氣去稀釋和抽走環氧乙烷,如此多次,直到口罩表麵的環氧乙烷殘留量達標為止。
單獨密封和成打密封
我們買到手的口罩一般有單獨一個的密封包裝和一疊塑封一起的幾聯包,這兩種沒有什麽優劣之分,看你使用量而定。
需要注意的是,隻有最內包裝標有環氧乙烷消毒的才有消毒,無消毒包裝的都沒有消毒。
想辦口罩廠,這些方麵必須考慮
生產哪種醫用口罩?
醫用口罩分為如下三類:醫用普通口罩(一次性使用醫用口罩)、醫用外科口罩和醫用防護口罩,其防護能力由低到高,生產的難度也有區別。
此外,三種執行的標準也不同。一次性使用醫用口罩、醫用外科口罩和醫用防護口罩分別需要滿足YY/T 0969-2013《一次性使用醫用口罩》、YY 0469-2011《醫用外科口罩技術要求》和GB 19083-2010《醫用防護口罩技術要求》三個標準。
其中一次性使用醫用口罩可以分為無菌和非無菌兩種包裝。無菌包裝比非無菌包裝更有難度,而且環氧乙烷滅菌需要約14天的解析時間,無菌檢查也需要將近20天的時間,因此整體花費的時間也更長。
按照麵罩形狀可以分為平麵形、鴨嘴形、拱形或折疊式等。按照佩戴方式可以分為耳掛式、綁帶式或頭帶式。
因此,企業需要先根據自身的能力以及能夠承受的時間、金錢投入來決定生產哪一種醫用口罩。
不同類別的口罩從原材料、生產工藝、檢驗要求等方麵都有差別,如果一開始不確定好,會浪費很多時間。
哪種市場準入方式?
企業想要生產一次性使用醫用口罩,但又擔心投入的成本打水漂,因此希望能夠盡快獲得市場準入。綜合目前市場上的各類途徑來看,總體可分為如下四條路徑。企業可結合自己的現狀以及目標客戶來決定選擇哪條路徑,切不可盲目行事:
1. 民用口罩
按照GB/T 32610-2016 《日常防護型口罩技術規範》生產民用口罩,但同時該口罩也按照醫用口罩的標準檢測,取得權威第三方檢驗機構的檢驗報告。在此途徑下,產品包裝上不得聲稱為醫用口罩,也無需辦理醫療器械注冊證,能夠節省時間。但企業同時按照醫用口罩的標準檢驗,能夠保證其口罩質量,也可用於非醫療人員的普通防護。
2. 出口轉內銷
各地藥監局均發布了出口醫療器械轉內銷的綠色通道,對於原來生產國外標準口罩用於出口,有能力生產國內標準口罩,卻未取得相關資質的企業,可以通過這些綠色通告迅速取得市場準入,從而銷往醫療機構,供應急使用。
3. 生產應急醫療器械產品備案
很多非醫療器械企業或者原先沒有生產出口口罩的企業也想建立口罩生產線。難度會更大一點,但有些藥監局有生產應急醫療器械產品備案的程序,可以幫助這些企業快速取得產品備案,例如江蘇省就有這樣的政策。但對這些企業來說,新建一條生產線,並且建立基本的質量管理體係,通過藥監局的現場檢查並不容易。需要有熟悉醫療器械行業的人員指導,並與藥監人員密切溝通,及時整改。
此條路徑與“出口轉內銷”路徑雖然整體難度不大,時間也相對短,但是取得的備案憑證有效期不會太長,基本隻能用於疫情期間使用。
4.取得第二類醫療器械注冊證
這是最正規的路徑,也是難度最大、投入最多的路徑。
以一次性使用醫用口罩為例,我們大概統計了上述路徑的難易程度、所需時間、優缺點,見下表。
口罩檢驗要求及相關標準
醫用口罩產品的檢測包括出廠檢驗和型式檢驗。出廠檢驗項目至少應有以下項目:外觀、結構與尺寸、鼻夾、口罩帶、微生物指標、環氧乙烷殘留量(若采用環氧乙烷滅菌)的要求。其他還有些重要的指標例如細菌過濾效率、通氣阻力、顆粒過濾效率、密合性等。詳見標準文本。
考慮原材料的進貨檢驗以及口罩的出廠檢驗,企業應配置基本的檢驗儀器,如電子天平、測力計、千分尺、遊標卡尺、直尺、白度儀等。如果微生物指標和環氧乙烷殘留量均自檢,則需要有微生物實驗室及相應的儀器。
型式檢驗應為產品標準的全性能檢驗,應選擇有資質的檢驗機構。
我們收集了口罩相關的標準、法規要求、文件、資料要求。
YY 0469-2011醫用外科口罩
GB19083-2010醫用防護口罩技術要求
YY/T 0969-2013 一次性使用醫用口罩
GB/T 32610-2016 《日常防護型口罩技術規範》
GB 2626-2006呼吸防護用品
GB 2890-2009呼吸防護 自吸過濾式防毒麵具
BS EN 14683-2014 醫用口罩 要求和試驗方法
《醫用口罩產品注冊技術審查指導原則》
口罩相關質量管理體係文件
廠房設施及生產設備
無菌口罩一般要在10萬級潔淨車間生產。如果企業新建潔淨廠房是一筆不小的投入,時間上也不一定來得及。此點需要考慮。
口罩的生產一般是全自動或者半自動的。
全自動設備包括全自動平麵口罩機、全自動折疊口罩機等。全自動設備較貴。
半自動的設備包括口罩成型機、口罩壓合機、口罩切邊機、呼吸閥衝孔機(若有呼吸閥)、鼻梁條線貼合機、耳帶點焊機、呼吸閥焊接機(若有呼吸閥),一般全套大概要50萬左右。但是目前口罩生產設備缺貨,交期基本要60天左右。
需要注意的是,如果生產無菌醫用口罩,則會涉及到滅菌工序。目前絕大部分企業選擇的是環氧乙烷(EO)滅菌。很少采用輻照滅菌,據說輻照滅菌可能導致細胞過濾效率不通過。
如前文所說,環氧乙烷滅菌的口罩需要進行解析。因為環氧乙烷滅菌後,口罩上會有環氧乙烷殘留,而環氧乙烷是一種有毒的致癌物質,長期吸入環氧乙烷,不但刺激呼吸道,還會有致癌可能性。長期少量接觸,可見有神經衰弱綜合征和植物神經功能紊亂。因此,經環氧乙烷滅菌的醫用口罩,必須經過解析釋放口罩上殘留的環氧乙烷,經檢測合格才能出廠上市。大部分企業經過驗證的環氧乙烷解析時間大約是14天,能確保口罩中殘留的環氧乙烷含量低於10ug/g的安全標準。
另外,環氧乙烷滅菌的口罩應選用透氣的內包裝材料。否則環氧乙烷難以穿透,難以達到滅菌效果。
