
焊接接頭拉伸試驗怎麽做?金屬材料焊接接頭拉伸測試是什麽樣的?
最近有朋友問我們金屬材料焊接接頭拉伸試驗怎麽做,有沒有詳細的金屬材料焊接接頭拉伸試驗方法的說明,試驗的時候應該注意哪些?近來也有很多其它朋友們也問了同樣的問題。 今天K8凯发 引领业界測控的小編陳明莉為大家特別寫了這篇文章,照著以下步驟,相信進行拉伸試驗對你來說就沒什麽問題了。
金屬材料焊接接頭拉伸試驗按照 GB/T 2651-2008 《焊接接頭拉伸試驗方法》進行。 該試驗方法適用於金屬材料熔焊和壓焊接頭的拉伸試驗。
一、試樣
1、取樣位置
試樣應從焊接接頭垂直於焊縫軸線方向截取,試樣加工完成後,焊縫的軸線應位於試樣平行長度部分的中間。對小直徑管試樣可采用整管,未作特殊規定時,小直徑管是指外徑不大於18mm的管子。
2、標記
1) 每個試件應做標記以便識別其從產品或接頭中取出的位置。
2) 如果相關標準有要求,應標記機加工方向(例如軋製方向或擠壓方向)。
3)每個試樣應做標記以便識別其在試件中的準確位置。
3.熱處理及/或時效
焊接接頭或試樣一般不進行熱處理,但相關標準規定或允許被試驗的焊接接頭進行熱處理除外,這時應在試驗報告中詳細記錄熱處理的參數。 對於會產生自然時效的鋁合金,應記錄焊接至開始試驗的間隔時間。
鋼鐵類焊縫金屬中有氫存在時,可能會對試驗結果帶來顯著影響,需要采取適當的去氫處理。
4、取樣
1)一般要求
取樣所采用的機械加工方法或熱加工方法不得對試樣性能產生影響。
2)鋼
厚度超過8mm時,不能采用剪切方法。當采用熱切割或可能影響切割麵性能的其他切割方法從焊件或試件上截取試樣時,應確保所有切割麵距離試樣的表麵至少8mm以上。平行於焊件或試件的原始表麵的切割,不應采用熱切割方法。
3) 其他金屬材料
不得采用剪切方法和熱切割方法,隻能采用機械加工方法(如鋸或銑,磨等)。
5.機械加工
1)位置
試樣的厚度ts,一般應與焊接接頭處母材的厚度相等,如下圖所示。當相關標準要求進行全厚度(厚度超過30mm) 試驗時,可從接頭截取若幹個試樣覆蓋整個厚度,如圖所示。 在這種情況下,試樣相對接頭厚度的位置應作記錄。
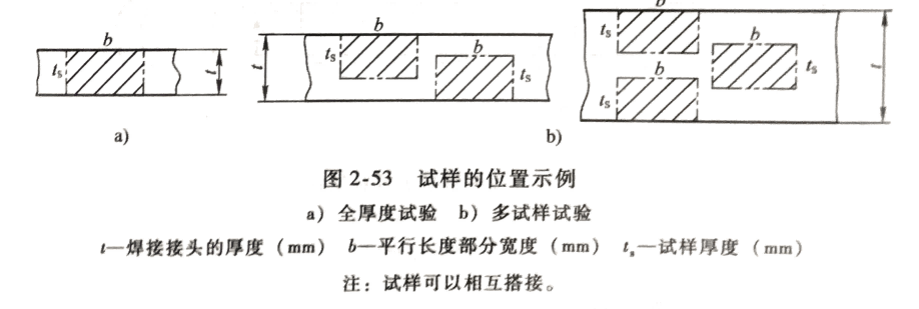
2)尺寸 按下麵要求:
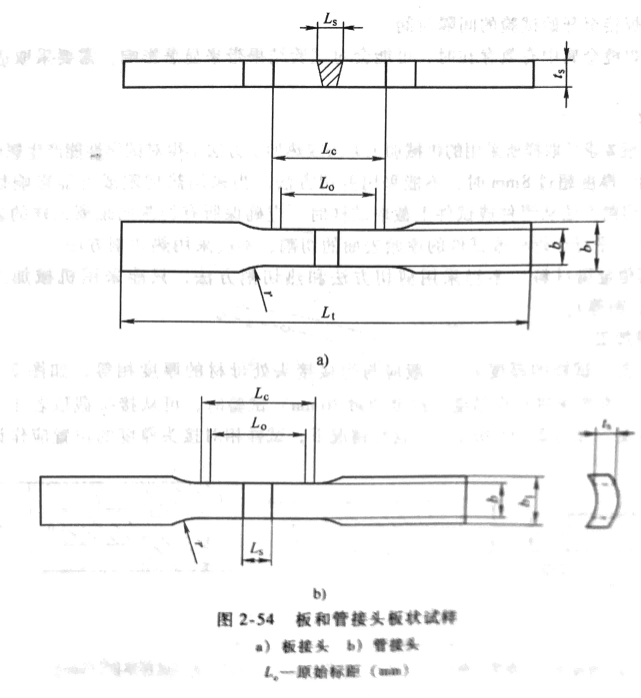
1)對於板及管板狀試樣,試樣厚度沿著平行長度Le。對於從管接頭截取的試樣應均衡一致,其形狀和尺寸應符合表2-36及圖2-54的規定。 對於從管接頭截取的試樣,可能需要矯平夾持端;然而,這種變平及可能產生的厚度變化不應波及平行長度Le。

注:對於壓焊及高能束焊接頭而言,焊縫寬度為零(Ls=0)
對於某些金屬材料(如鋁、銅及合金)可以要求Lc≥Ls+100mm
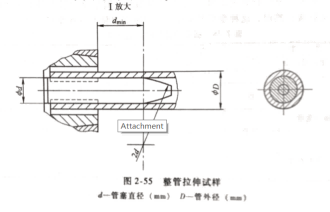
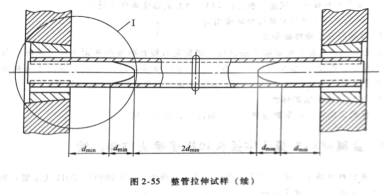
2) 整管拉伸試樣如圖2-55所示:
3)實心截麵試樣尺寸應根據協議要求。當需要機加工成圓柱形試樣時,試樣尺寸應依據GB/T228.1要求,隻是平行長度Le應不小於Lo﹢60mm,如圖2-56所示
(3) 表麵製備
試樣製備的最後階段要進行機加工, 應采取預防措施避免在表麵產生變形硬化或過熱。 試樣表麵應沒有垂直於試樣平行長度Lc方向的劃痕或切痕,不得除去咬邊。超出試樣表麵的焊縫金屬應通過機加工除去,對於有熔透焊道的整管試樣應保留管內焊縫。
2、 試驗設備
金屬材料焊接接頭拉伸試驗所用設備及要求與室溫拉伸試驗完全相同。
3、試驗內容及結果表示
1.試驗要求
1)試驗開始前,應測量並記錄試樣尺寸。 闋雷槧逸中興自科斯火票學十(S
2)依據GB/T 228.1規定對試樣逐漸連續加載。
3)除非另有規定,試驗一般應在23C士5C的溫度條件下進行。
4)其他試驗要求與室溫拉伸試驗相同。
2.焊接接頭拉伸性能測定
按金屬材料室溫拉伸試驗方法進行,試驗完後檢查斷裂麵和記錄缺欠情況(包括種類、尺寸、數量)。如果發現有白點,應記錄其位置,白點的中心部位才可視為缺欠。在測試報告中應注明斷裂的位置,並記錄最大力和計算出的抗拉強度。
3.試驗結果數值的修約
試驗測定的性能結果數值修約與室溫拉伸試驗完全相同。
以上就是K8凯发 引领业界測控小編為大家整理的如何進行金屬材料焊接接頭的拉伸試驗,K8凯发 引领业界測控的技術團隊還為您整理了以下的資料,如果您有這方麵的問題存在, 例如金屬材料焊接接頭拉伸試驗標準、金屬材料拉伸試驗、焊接接頭材料伸力是多少,焊接接頭拉伸強度測試標準。我們也會為您解答。
